LATHE MACHINE
Table of Contents
Generally lathe machine is a production machine tool which is used to perform many operations.
In this article we are going to discuss different topics of lathe machine given below-
1.) Lathe machine introduction
2.) Different parts of lathe machine and their functions
3.) Types of lathe machine
4.) Different operations performed on lathe machine
5.) Specifications of lathe machine.
Let’s discuss each topic one by one in details.
Introduction of lathe machine
It is the basic and most common type machine in the machine shop.
The lathe machine was invented by Jacques de Vaucanson in around 1751.Initially it was developed in 1300 BC which was very rigid and heavy weighted machine.Later in between 19th and 20th century a electric motor was put in machine to run the shaft and in 1949 it was governed by servomechanism which is easier to handle.
Lathe machine is one of the most useful and versatile machine in a workshop among all machine tools.
A lathe machine is a device used to cut metals in the form of chips due to relative motion between tool and workpiece or job.Basically there is a single point cutting tool used with lathe machine.Here the motion of tool is translational motion either in axial direction or in axial direction whereas the workpiece perform rotational motion.

NOTE-
* On lathe machine material is cut because of relative motion between tool and workpiece.
* We can perform different operations on lathe such as turning, facing, knurling, threading, drilling, boring, chamfering etc.
We will discuss every process in details later in this article.
Different parts of lathe machine and their functions:
1.) Head stock
Head stock is the power house of a lathe machine.It contains electric motor with different type of gearing system to provide different speed for machining.It also contain chuck which is the work holding device of lathe.
2.) Work holding device (chuck):
a.) THREE JAW CHUCK
Three jaw chuck is also called universal chuck.It is self centering device but only cylindrical job can hold within it.Generally it is smaller than four jaw chuck.
b.) FOUR JAW CHUCK
It is not self centering chuck.For centering the object we use special device called universal surface gauge.Cylindrical, rectangular, square objects can be held within it.
c.) COLLETS
Collets are fixed size chuck and basically air operated or hand operated.It is used with tool room lathe only.
d.) PNEUMATIC CHUCK
Pneumatic chuck is used with automatic lathe machine.These are basically air operated.
e.) MAGNETIC CHUCK
If the workpiece is ferrous thin type then we use magnetic chuck for ease of operation.
f.) VACUUM CHUCK
These are used for non magnetic workpiece.
g.) FACE PLATE
It is generally used for holding large size object.Here the shape of object may be cylindrical, rectangular,square or any other complexing.
With face plate we use different types of carrier dog to bind the object with face plate.
3.) Carriage
Carriage is used to support, guide and feed the tool against the job when the machining has completed.
It controls the cutting tool.
It gives rigid support to the tool during operation.
It transmits power from feed rod to cutting tool.
Carriage is a assembly of apron, saddle, cross slide, swivel plate, compound rest, tool post.
a.) APRON
This is the most important part of carriage assembly.It works as a control system for carriage assembly.It is the front portion of carriage.
It has different type of gearing arrangement which is used to provide feed to carriage as well as cross slide.
b.) SADDLE
The upper portion of Apron is called saddle.It is the base for cross slide.
c.) CROSS SLIDE
Cross slide helps the tool to move in radial direction to the jaw to perform facing operation, parting off operation etc.
It also maintains the depth of cut.
d.) SWIVEL PLATE
It is a plate on which there is making of angle.It helps during taper turning operation.It works as a base for compound rest.
e.) COMPOUND REST
It is used as base for tool post.By turning the compound rest,we can also turn tool post by certain angle which is required for taper turning operation.
f.) TOOL POST
It is a tool holding device in which tool is fixed.It is the top portion of carriage.
It has three types-
; Square headed tool post
; Ring and rocker tool post
; Quick change tool post
Also read this: Metal Casting: Introduction, materials used for pattern, different terms used in casting
4.) Special attachment
a.) STEADY REST
It is mounted on bed and used for long and heavy objects which deflects due to its own weight.
b.) FOLLOWER REST
It is mounted on carriage and moves with tool to support long and thin object that deflects due to cutting force.
5.) Tail stock
It is situated generally on the right side above lathe bed.
It is used to support the job from the other side during machining and reduces sagging.
It has a dead center.
It holds the tool to perform different operations like drilling, boring, reaming.
6.) Leg
Legs are carrying entire load of machine tool and transfer it to the ground floor.It is firmly established on the floor by foundation bolt.
Types of lathe machine
1.) Speed lathe
It is the oldest type of lathe machine.It has a very simple design and generally used for wood working,thats why it is also called wood lathe.
It doesn’t have any gear box, carriage or tool post.
Here the machine works in a high speed as it’s name suggests.The head stock spindle is running at very high speed.
The speed range of this machine operation is in between 1400 to 3500 r.p.m.
Here feed is manually provided.
It is used for spinning, centering, polishing and wood machining.
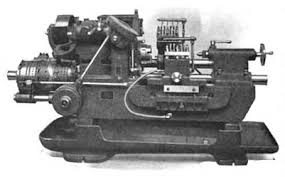
2.) Engine lathe or center lathe
It is most widely used lathe machine in every workshop.
It consists of bed, saddle,headstock, tailstock etc.
It can feed the cutting tool in both longitudinal and lateral directions by feed mechanism.
It is generally driven by gear mechanism,belt driven or motor driven.
3.) Bench lathe
It is a small lathe machine used for small and precision work.
This machine is installed on a small bench.

4.) Tool room lathe
It is generally used where accuracy is needed.
It is a engine lathe with some special attachment for accurate and precise work as well.
Here the bed is also small as compare to engine lathe.
It operates at speed up to 2500 r.p.m.
It is mainly used in grinding,tool working,dies and gauge etc.

5.) Semi automatic lathe ( capstan and
turret lathe)
Capstan and turret lathe are the semi automatic lathe machine.
It is used for mass production ( large quantity).It is a modified form of engine lathe machine.
These are consists of three tool post.They also require more floor area as compared to other lathe machine.
It’s main advantage is that even less skilled person can work on these lathe machine.
NOTE:
A.} There is no tail stock in capstan and turret lathe.
B.} Turret can held only drill tool.
C.} Genera mechanism is used for indexing turret.
DIFFERENCE BETWEEN CAPSTAN AND TURRET LATHE:
1.} The shape of capstan lathe may be square, hexagonal or even round.
But the shape of turret lathe is square or hexagonal.
2.} Capstan lathe is held on a slide and moves with the help of guide ways.
Turret lathe is mounted on the spindle.
3.} It is less rigid as compare to turret,so it can handle only smaller job.
It is a more rigid construction as compare to capstan,so it can handle heavy workpiece.
6.) Automatic lathe
These lathe are heavy duty, high speed automatic machine which are used for mass production (bigger lot size).
Here the requirement of operator becomes negligible.
Here tool changes automatically not manually.
Automation is occurred by some mechanism.
e.g. Bar automatic lathe machine.
7.) Special purpose lathe
As it is clear by the name that these type of lathe machine are used for the special type of operations which cannot be done by any other machines.
It is used for some special type of operation like facing lathe, parting lathe.
Some examples of special purpose lathes are T- lathe, wheel lathe, multi spindle lathe, production lathe, vertical lathe,tracer lathes etc.
* Wheel lathes are used for machining of journal and rail rods.It is also used for turning the threads on locomotive wheels.
* T- lathes are used for machining rotor of
jet engines.
8.) CNC lathe machine
CNC stands for Computer Numeric Control.
These type of lathe machine are mostly used in modern time due to its fast and speed working capacity.It is the most advanced type of lathe machine.
It uses computer programming to operate the machine tools.
Once programs fed to the computer it starts working as per the programming codes for each and every unique operation.
It is also used for mass production.
A less skilled worker can also operates this easily.
Here dimensional accuracy is great.

Different operations performed on the lathe machine
1.) Straight turning
In this type of process we produce cylindrical surface having some diameter throughout.During this process the length of the job remains unaffected whereas the diameter decreases.
2.) Step turning
It is same process as straight turning but here there are different diameters of the job.
3.) Rough turning
It is the process of removing extra material from the workpiece in minimum time by applying higher feed rate and heavy depth of cut.
The depth of cut is 2.5 to 5 mm.and feed rate is 0.3 to 1.5 mm per revolution.
4.) Finish turning
This type of process requires very high cutting speed, minimum feed rate and very small depth of cut to to generate smooth surface.
Here the depth of cut is 0.5 to 1 mm. and feed rate is 0.1 to 0.3 mm per revolution.
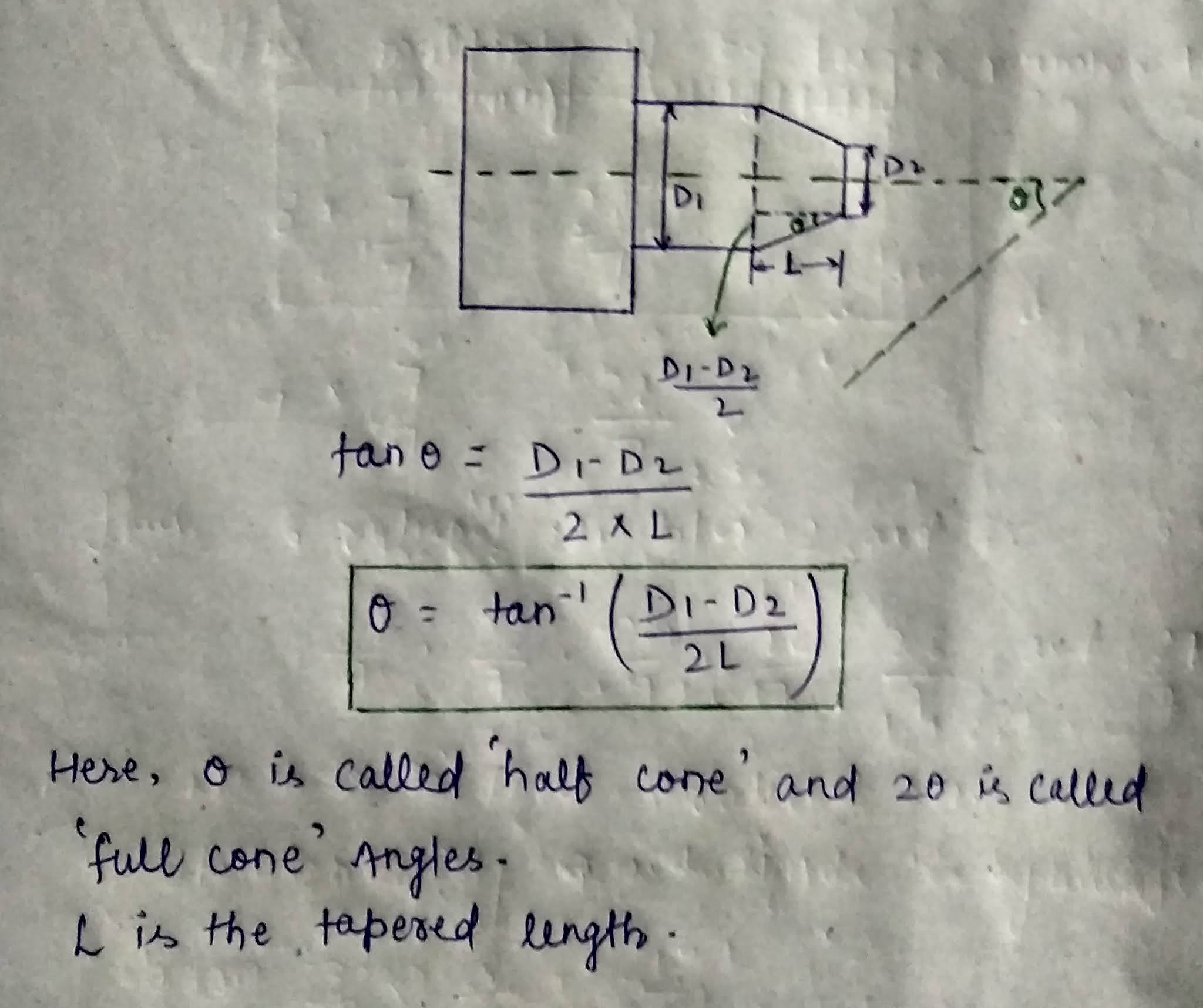
5.) Taper turning
Here the need is to generate a tapered surface.
In this operation a conical surface of gradual reduction in diameter from a cylindrical workpiece is produced.
NOTE:
Taper turning operation is performed by swiveling the compound rest.
6.) Facing operation
In case of facing operation the diameter remains the same whereas the length of the object decreases.
It is performed make the face smooth.
7.) Knurling
Knurling operation is performed to provide a grip on the workpiece.
It is a process of embossing in which basically a diomand shaped pattern is placed on the workpiece.
In this process we do not use single point cutting tool.Here we use roller tool for marking impression on job.

8.) Chamfering
It is generally used for bevelling end of a job to remove burrs,look better and make a pattern for the nut into bolt.

9.) Drilling
By this operation we can make holes in the workpiece.
In this operation the job is rotated in a turning speed on the axis of lathe and drilling tool fitted on the tail stock moves forward to make the required hole.
10.) Boring
By this operation we can enlarge the diameter of existing hole by turning inside with some farm tools known as boring tools.

11.) Reaming
It is an operation of sizing and finishing of a drilled hole to a required size by a tool known as reamer.
12.) Metal spinning
This process is performed to generate cup shape component from sheet metal.
Here we use a roller tool.
13.) Spring winding
We can also wind spring on lathe machine.
Here coiled spring is made by passing a wire on a rotating mandrel.
14.) Thread cutting
It is to produce a helical groove in a cylindrical or conical surface by feeding the tool longitudinally when the job revolve between two centers.
For making threads we use form tool having 0 rake angle.
Here the shape of threading tool is same as profile of tool.
There are different types of thread like:
A.} V- SHAPED THREAD
This is the most common type of thread and easy to manufacture.Most of the fastener (screw,nut) used this thread.
B.} SQUARE SHAPED THREAD
The use of square thread is limited because its profile is costly to manufacture.So it is used only at that places where strength is primary consideration.
It is used in screw jack.
C.} ACME THREAD
This thread is easy to manufacture compare to square thread.
It is used where applied load is in both directions.
D.} BUTTRESS THREAD
It is also less expensive than square thread.
It is mostly used in clamping system.
e.g. Bench vice.
NOTE:
* Buttress thread is used when the applied load is in only one direction.
Specifications of lathe machine
A lathe is generally specified by:
1.) Height of centre over the bed.
2.) Maximum swing over the bed.
Here ‘swing’ means maximum diameter
of workpiece that can be rotate over the
bed or carriage.
3.) Maximum swing over the carriage.
4.) Maximum distance between the centre.
5.) Length of bed.
6.) Number of speed and feed.
This is all about lathe machine. Hope this will clear many of your doubts about lathe machine and will build your concepts.
Some images used in mechanical talks is taken from the licensed photo section of Google. We are not taking any kind of credit for all those images